Acers inoxidables Elèctrode manual E347-16, unió de fabricació de soldadura






Aplicació
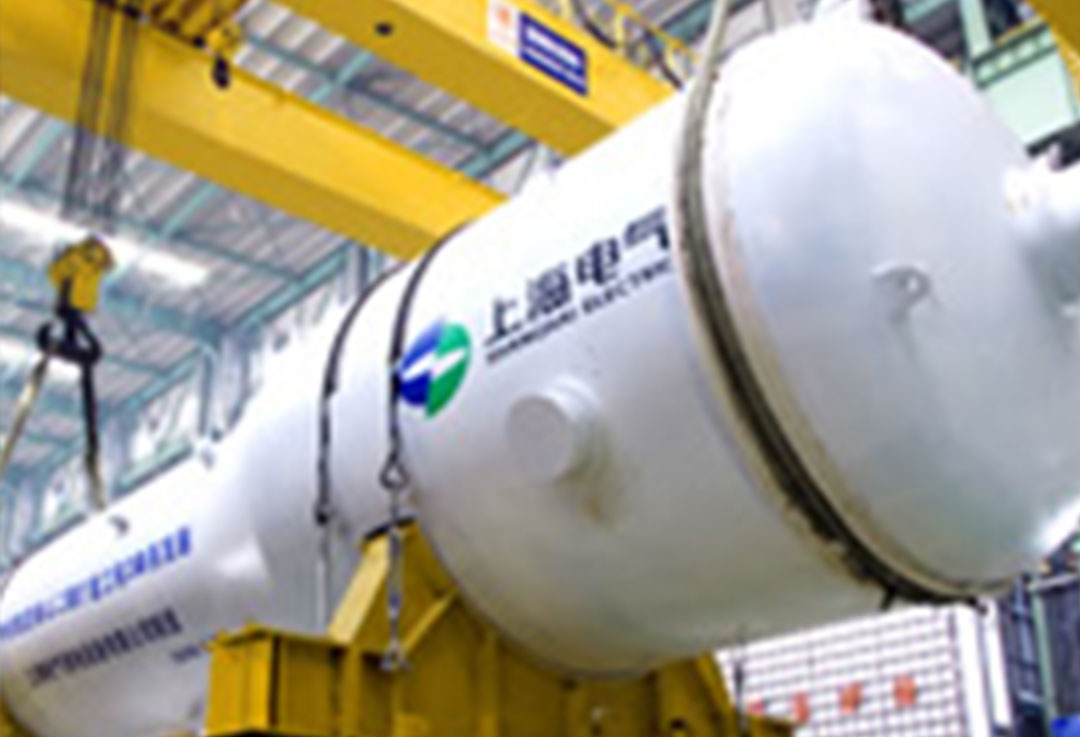
És adequat per soldar acer inoxidable 18%Cr-8%Ni-Nb (SUS347) i acer inoxidable 18%Cr-8%Ni-Ti (sus321) a la indústria petroquímica, recipients a pressió, maquinària alimentària, maquinària mèdica, fertilitzants químics i altres indústries.
Organisme de certificació: ABS, CCS, DNV/GL, CE, JIS

COMPONENT QUÍMIC:
| ALIATGE (% en pes) | C | Mn | Si | Cr | Ni | Mo | P | S | altra cosa | |
| REGLES GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| NORMES AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| EXEMPLE DE VALOR | 0,041 | 1,55 | 0,7 | 19.7 | 9.4 | 0,2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
PROPIETAT MECÀNICA:
| PROPIETAT | RESISTÈNCIA DE RENDIMENT (MPa) | FORÇA D'EXTENSIÓ (MPa) | VALOR IMAPACTE J/℃ | ELARGAMENT (%) | ||||
| REGLES GB/T | - | 520 | - | 25 | ||||
| NORMES AWS | - | 520 | - | 30 | ||||
| EXEMPLE DE VALOR | - | 645 | - | 34 | ||||
PARÀMETRES DE SOLDADURA RECOMANATS:
| DIÀMETRES ESPECIFICACIONS (mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0 *350 | |||||
| ELECTRICITAT (amplificador) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
Elèctrode manual d'acer inoxidable de titani calci, la composició principal és 18% Cr-9% Ni-Nb; L'addició de Nb sobre la base de 308 pot millorar eficaçment la resistència a la corrosió, especialment el rendiment de la corrosió intergranular;


Arc estable, bella formació, ondulació delicada, poca esquitxada, fàcil eliminació d'escòries, bona resistència al foc, bona resistència a la porositat.



Ningbo Honest Metal Materials Co, Ltd. és una empresa professional de soldadura internacional amb investigació i desenvolupament, producció, vendes i gestió independents. Es va establir l'any 2020.






Graneler de 300.000 tones
Tres portes 2# no està actiu
Supercore SG

COMPONENT QUÍMIC:
| ALIATGE (% en pes) | C | Mn | Si | Cr | Ni | Mo | P | S | altra cosa | |
| REGLES GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| NORMES AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| EXEMPLE DE VALOR | 0,041 | 1,55 | 0,7 | 19.7 | 9.4 | 0,2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
PROPIETAT MECÀNICA:
| PROPIETAT | RESISTÈNCIA DE RENDIMENT (MPa) | FORÇA D'EXTENSIÓ (MPa) | VALOR IMAPACTE J/℃ | ELARGAMENT (%) | ||||
| REGLES GB/T | - | 520 | - | 25 | ||||
| NORMES AWS | - | 520 | - | 30 | ||||
| EXEMPLE DE VALOR | - | 645 | - | 34 | ||||
PARÀMETRES DE SOLDADURA RECOMANATS:
| DIÀMETRES ESPECIFICACIONS (mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0 *350 | |||||
| ELECTRICITAT (amplificador) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
-
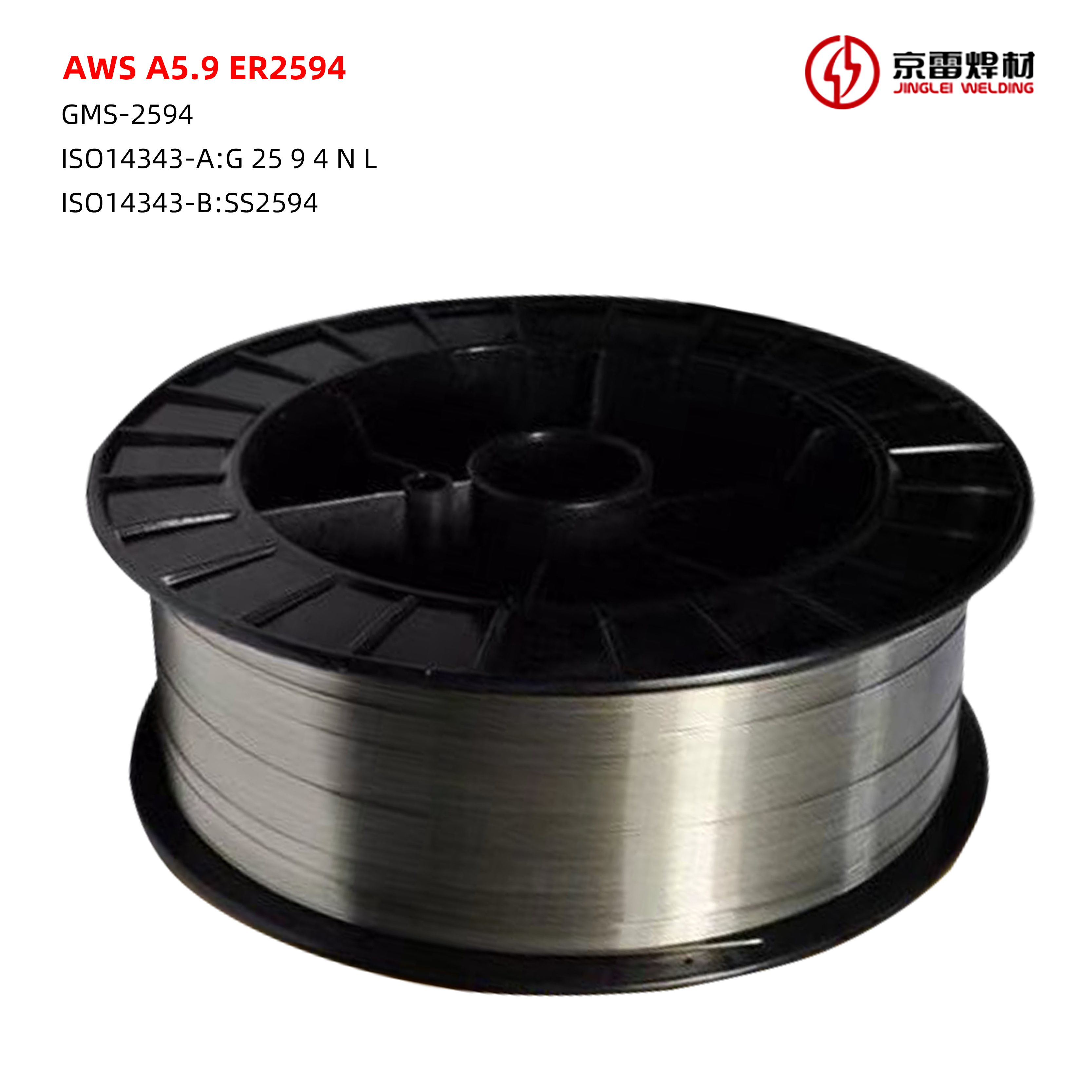
Filferro de soldadura MIG per a acer inoxidable ER2594 mineral...
-

Filferro de soldadura TIG per connector d'acer inoxidable ER308L...
-

Filferro amb nucli de flux d'acer inoxidable E308HT1-1 Sens...
-

Filferro de soldadura SAW d'acers inoxidables ER309LMo i...
-

Filferro de soldadura SAW d'acers inoxidables ER309L i fl...
-

Filferro de soldadura TIG per soldadura d'acer inoxidable ER430...





